以下是:江西省南昌市无缝钢管-GB/T8163无缝管详细参数的产品参数
以下是:江西省南昌市无缝钢管-GB/T8163无缝管详细参数的图文视频
【杰达通】以匠心打造多元场景产品,涵盖
青云谱Q355B无缝钢管、
新建方管厂、
赣州20#无缝钢管、
九江[3pe防腐无缝钢管]等。
无缝钢管-GB/T8163无缝管详细参数,
杰达通钢管(南昌市分公司)为您提供
无缝钢管-GB/T8163无缝管详细参数的资讯,联系人:
张经理,电话:
【0527-88266222】、【0527-88266222】。 江西省,南昌市 南昌市,简称“洪”或“昌”,古称豫章、洪都,江西省辖地级市、省会、Ⅰ型大城市,国务院批复确定的中国长江中游地区重要的中心城市、鄱阳湖生态经济区中心城市。截至2021年,全市下辖6个区、3个县,总面积7195平方千米。截至2022年末,南昌市常住人口为653.81万人。
为了让您更地了解我们的无缝钢管-GB/T8163无缝管详细参数,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:江西南昌无缝钢管-GB/T8163无缝管详细参数的图文介绍


江西南昌无缝钢管生产线主要冷床类型有单链冷床、双链冷床、新式链式冷床、步进齿条式冷床、螺杆式冷床。单链冷床多选用爬坡结构。冷床由正向运送链和固定导轨组成,有一套传动系统。钢管放置在正向运送链的两个拨抓之间。 固定导轨承当钢管本体的分量。单链冷床使用正向运送链拨爪的推力及固定导轨的冲突力使钢管产生旋转运动,一起依靠钢管自重及抬起的视点,使钢管始终紧靠在正向运送链的拨爪上,完结钢管平稳旋转。 双链冷床由正向运送链和反向运送链组成,正、反链条各有一套传动系统。钢管放置在正向运送链的两个拨抓之间,反向链承当钢管本体的分量。双链冷床使用正向运送链拔爪的推力使钢管向前运转,使用反向链条的冲突力使钢管产生持续的旋转运动。反向链的运动又使得钢管始终靠在正向运送链的拨爪上,完结平稳旋转和均匀冷却。 结合了单链冷床和双链冷床的特点,冷床分为上坡段和下坡段。上坡段为由正向运送链和反向运送链组成的双链结构,正反共同作用使钢管持续旋转行进,做爬坡运动。下坡段为正向运送链和钢管导轨平行安置的单链结构,依靠自重完结旋转,做滑坡运动。



杰达通钢管(南昌市分公司)是一家集 [冷轧无缝钢管]研发、生产、销售和技术服务为一体的高新企业。公司拥有科学、完整的质量管理体系,高精度的 [冷轧无缝钢管]生产设备和认真负责的员工,主要生产销售 [冷轧无缝钢管],适用领域较广。公司秉承“诚实守信,品质为先”的文化理念,高质价比的 [冷轧无缝钢管]产品、丰富的实践经验和完整的系统解决方案、服务于客户需求。欢迎各界朋友莅临参观、指导和业务洽谈。


为获得内表面质量好的大口径无缝管,减少芯轴的磨损,必须保证芯轴和毛细管的内表面良好,因此需要去除氧化铁,热膨胀前毛细管内孔附着的氧化铁皮等杂质,避免热膨胀过程中内表面附着氧化铁皮等杂质。 热膨胀管的质量和芯棒的使用寿命。目前,去除附着在毛细管内孔内表面的氧化铁皮等杂质,一般采用人工进行,毛细管两端用专用清洗工具清洗。 操作人员是劳动密集型的,费时费力。本操作的目的是提供一种去除江西南昌无缝钢管内孔氧化铁皮的装置,旨在解决现有技术中去除内孔氧化铁皮的方法存在的问题。 需要膨胀变形的毛细管采用人工方式,清洗方式为人工方式。效果差,效率低,操作人员劳动强度大,费时费力。作为一种改进的方案,靠近旋转辊道电机一端的一对辊子的驱动辊子穿过万向联轴器。它与旋转辊道电机的驱动轴相连。由于20G江西南昌无缝钢管内孔除垢装置包括钢管转动机构和浮动棱镜,钢管转动机构包括转动辊道电机、辊道架和多组辊道。置于对辊的主动辊与从动辊之间,浮动棱柱置于钢管内孔内,辊道平行轨道与水平面成一定角度,旋转辊道电机通过传动轴和传动轴驱动对辊。旋转,从而支撑和驱动钢管的圆周旋转。钢管内孔中的浮动棱柱在自身形状和自重的作用下始终处于钢管体底面,不随钢管体转动。相对摩擦去除附着在钢管内孔内表面的氧化铁皮等杂质。该过程由机械完成,降低了工作人员的劳动强度,提高了工作效率。 同时也有效减少了热膨胀管的内孔磨损,降低生产成本。



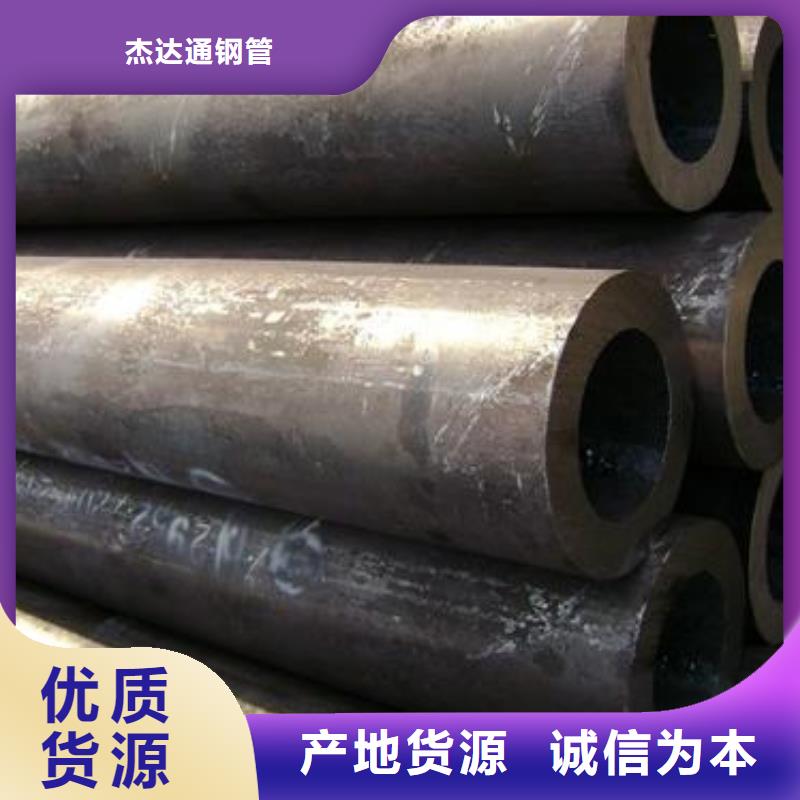
江西南昌无缝钢管壁厚不均主要体现为螺旋状壁厚不均、直线状壁厚不均及头尾部壁厚偏厚、偏薄等现象。无缝管连轧工艺调整的影响是导致成品管壁厚不均的重要因素。 具体为:1、无缝钢管螺旋状壁厚不均 成因是:穿孔机轧制中心线不正、两轧辊的倾角不等或顶头前压下量太小等调整原因造成的无缝钢管壁厚不均,一般沿钢管的全长呈螺旋状分布。在轧制过程中定心辊打开过早、定心辊调整不当以及顶杆抖动等造成的壁厚不均,一般沿钢管全长呈螺旋状分布。 措施:调整穿孔机轧制中心线,使两轧辊的倾角相等,按轧制表给定参数调整轧管机。针对第二种情况,根据毛管出口速度调整定心辊打开时间,轧制过程中定心辊不要打开过早,以防止顶杆抖动,造成无缝钢管壁厚不均。定心辊开口度需要根 据毛管直径的变化作适当调整,并考虑毛管跳动量的大小。2、无缝钢管直线状壁厚不均 成因:芯棒预穿鞍座高度调整不合适,芯棒预穿时接触到某一面的毛管,致使毛管在接触面上温降过快,造成无缝钢管壁厚不均甚至拉凹缺陷。连轧轧辊间隙过小或过大。轧管机中心线偏差。单、双机架压下量不均,会造成钢管单机架方向超薄(超厚)、双机架方向超厚(超薄)的直线型对称偏差。臼断裂,内外辊缝差大,会造成钢管直线型非对称偏差。连轧调整不当,堆钢、拉钢轧制会造成直线型壁厚不均。 措施:调整好芯棒预穿鞍座的高度、保证芯棒与毛管对中。更换孔型及轧制规格时应测量轧辊间隙,使实际轧辊间隙与轧制表保持一致。用光学对中装置调整轧制中心线,年度大修时必须校正轧管机中心线。及时更换臼断裂的机架,实施测量连轧辊内、外辊缝,出现问题并及时更换。连轧时,要避免拉钢、堆钢。 无缝钢管头、尾部壁厚不均 成因:管坯前端切斜度、弯曲度过大、管坯定心孔不正易造成钢管头部壁厚不均。穿孔时延伸系数太大、轧辊转速太高、轧制不稳定。穿孔机抛钢不稳定易造成毛管尾部壁厚不均。 措施检查管坯质量,防止管坯前端切斜度、压下量大,更换孔型或检修均应校正定心孔。采用较低的穿孔速度,以确保轧制的稳定性和毛管壁厚的均匀度。当轧辊转速调整后,匹配的导盘也做相应调整。关注导盘使用状态并加大对导盘螺栓的检查力度,降低导盘在轧钢时的窜动幅度,保证抛钢稳定。



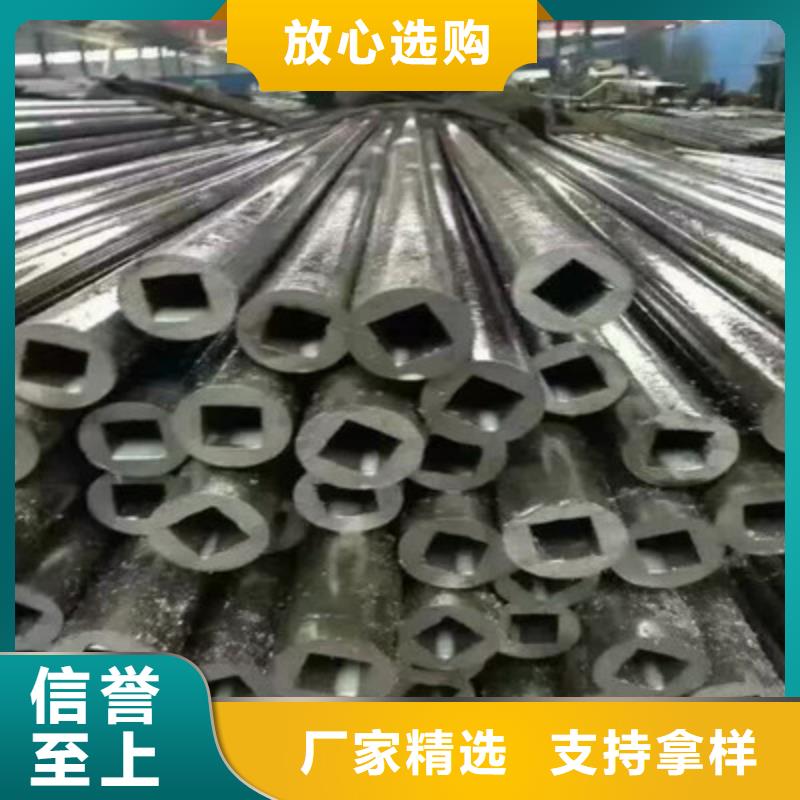
江西南昌无缝钢管(GB/T18984-2003)是用于-45℃~-195℃级低温压力容器管道以及低温热交换器管道用无缝钢管一般用无缝管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等。合结钢热轧或冷轧制成的。10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。 一般用无缝管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货。 冷轧以热以热处理状态交货。低中压锅炉用无缝管:用于制造各种低中压锅炉、过热蒸汽管、沸水管、水冷壁管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管等。用优质碳素结构钢热轧或冷轧(拨)无缝管。主要用10、20号钢制造。 除保证化学成分和机械性能外要做水压试验,卷边、扩口、压扁等试验。热轧以热轧状态交货、冷轧(拨)以热处理状态交货。无缝管理论计算公式: (外径–壁厚 )×壁厚 ×0.02466= 无缝管每米的重量/公斤。
无缝钢管-GB/T8163无缝管详细参数,杰达通钢管(南昌市分公司)专业从事无缝钢管-GB/T8163无缝管详细参数,联系人:张经理,电话:【0527-88266222】、【0527-88266222】,以下是无缝钢管-GB/T8163无缝管详细参数的详细页面。